Có Bao Nhiêu Phương Pháp Hàn – Phương Pháp Hàn Là Gì
Content
Có bao nhiêu phương pháp hàn
Hàn MIG được biết đến là một những giải pháp khá phổ cập trong những phương pháp hàn kim loại hiện nay. Đây là kỹ thuật hàn sử dụng hồ quang nóng chảy trong thiên nhiên và môi trường khí. Nguồn nhiệt hàn do hồ quang tạo nên sẽ làm sắt kẽm kim loại nóng chảy trong môi trường tự nhiên khí trơ hoặc khí khử (Argon, He). Khi sử dụng chiêu thức này sẽ có được những ưu điểm và điểm yếu kém riêng.
Ưu điểm của phương pháp hàn MIG
- Chất lượng hàn tốt. Mối hàn ít cong vênh, không biến thành xỉ.
- Tốc độ hàn cao hơn nữa những phương pháp khác.
- Hàn trên nhiều loại vật liệu với độ dày khác nhau.
- Thao tác hàn khá đơn giản và dễ làm.
- Điều kiện làm việc của hàn MIG tốt, quá trình hàn không phát sinh khí độc.
Nhược điểm
- Thiết bị được sử dụng trong hàn MIG khá đắt tiền.
- Chỉ thích hợp hàn 1G, 2G, 3G và F. Không thể hàn 4G trở lên vì khi hàn sắt kẽm kim loại sẽ chảy xệ.
- Khả năng linh động kém, khó di chuyển nhiều.
- Bức xạ nhiệt cao, kim loại bắn ra khi hàn. Mối hàn thường bị bẩn.
- Độ sâu xâm nhập thấp.
- Khí bảo vệ có thể bị gió thổi bay lệch, tạo lỗ hổng, khó sử dụng trên công trường. Nên chiêu thức này chỉ thích hợp hàn trong các nhà máy, xưởng sản xuất.

Các phương pháp hàn
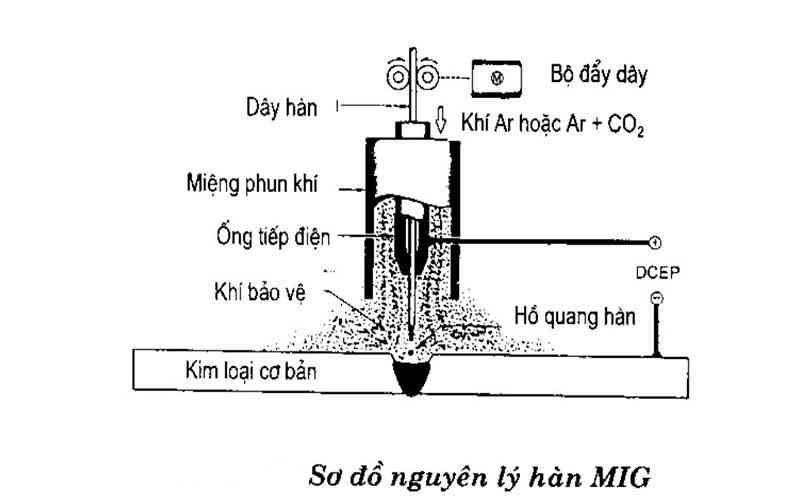
Trong phương pháp hàn MIG, một hồ quang được tạo nên giữa đầu dây hàn trần và kim loại cơ bản, trong lúc đó hồ quang được bảo vệ bằng khí argon hoặc helium. Phương pháp này cũng nằm trong nhóm những chiêu thức hàn GMAW. Khi dùng phương pháp hàn MIG cho các sắt kẽm kim loại như kim loại tổng hợp nikel, hợp đồng, nhôm… thường sử dụng khí trơ làm khí bảo vệ.
Nhưng khi hàn thép không gỉ, khí bảo vệ được sử dụng là hỗn hợp khí giữa 2% ô xy và argon. Khi hàn thép kim loại tổng hợp thấp, sử dụng khí bảo vệ là argon trộn thêm 5% CO2. Do ảnh hưởng tác động ô xy hoá xẩy ra rất nhỏ nên những đổi khác này được gọi là hàn MIG và không có hoặc có không nhiều nếu không muốn nói là rất ít xỉ được tạo nên tuỳ thuộc vào thành phần của hỗn hợp khí. Lượng bắn toé cũng không nhiều nếu không muốn nói là rất ít và chất lượng kim loại mối hàn tốt. Để cải tổ khả năng làm việc, hồ quang xung cùng với tần số 60 đến 120 Hz đôi khi được sủ dụng cho chiêu thức hàn này.
Các phương pháp hàn ống
Kiểm tra lại hàng loạt hệ thống máy hàn gồm mỏ hàn, khí,điện áp đê chuẩn bị sẵn sàng hàn. Nên hàn thử ra một phôi hỏng nào bỏ đi để điều chỉnh dòng điện hàn cho hài hòa và hợp lý .
Thường với ống sắt dày thì dòng điện khoảng chừng 100 đến 150 là hợp lý.Có thể nhỏ hoặc to hơn tùy size ống. vì dòng điện tùy thuộc vào giải pháp hàn cũng như vật liệu hàn.
Nếu ống lớn thì khoẳng cách giữa 2 đoạn ống cần hàn sẽ lớn hơn.Do vậy ta phải dùng que bù loại lớn (từ 4mm đến 5mm) do vậy dòng điện hàn cũng phải lớn hơn để làm chảy que bù một cách đều đặn (Đối với hàn TIG).
Có bảo nhiều phương pháp hàn thông dụng
Đây là giải pháp hàn sử dụng nguồn nhiệt từ hồ quang cháy giữa dây điện cực rắn được cấp liên tục thông qua một bộ dây cú tốc không đổi. Sau đó kim loại bị nóng chảy hình thành nên vùng hàn, và vùng hàn được bảo vệ bởi luồng khí trơ Mig hoặc luồng khí hoạt tính Mag.
Máy hàn Mig sử dụng điện cực trên dây được cấp tự động với tốc độ chọn trước không đổi. Vòng cung được tạo thành bởi dòng điện giữa sắt kẽm kim loại và dây, làm nóng chảy dây sẽ tạo các mối hàn đẹp, có tính thẩm mỹ và nghệ thuật cao và không cần phải gia công lại.
Phương pháp hàn Mag hay nói một cách khác là hàn dây cũng giống như với quy trình hàn Mig, tuy nhiên giải pháp hàn Mag không cần khí bảo vệ, thay vào đây dây thông lượng được sử dụng để bảo vệ hồ quang từ ô nhiễm.
Phương pháp hàn Mag được ứng dụng phổ biến trong nghành nghề dịch vụ kiến thiết xây dựng vì có vận tốc hàn cao, có thể hàn được ngoài trời trong điều kiện gió hoặc trên mặt phẳng vật tư bẩn.
Nhược điểm của phương pháp hàn
Hàn MIG, còn được gọi là hàn hồ quang sắt kẽm sắt kẽm sắt kẽm kim loại khí (GMAW), là một chiêu thức sử dụng một điện cực liên tục đi qua súng hàn và nóng lên, tạo nên một hồ quang để link kim loại với nhau.
Phương pháp hàn MIG được sử dụng để hàn nhiều loại kim loại như thép không gỉ, magiê, đồng, thép cacbon, nhôm, niken và đồng silic.
Ưu điểm lớn nhất của hàn MIG có lẽ rằng là phương pháp dễ học nhất so với một thợ hàn mới bắt đầu. Ngoài ra, không yêu cầu quá nhiều về làm sạch mối hàn và giảm nhiệt đầu vào khu vực hàn.
Nhưng có một số ít điểm yếu kém nhất định đi kèm theo với hàn MIG. Đầu tiên, bạn phải có một khí bảo vệ bên phía ngoài cho điện cực. Quá trình này cũng tiếp tục nhu yếu một số thiết bị bổ trợ để nó hoạt động thông thường và việc sử dụng tổng thể hoàn toàn có thể hơi tốn kém.
Nói chung, hàn MIG là quy trình tốt nhất có thể để sử dụng trong ngành công nghiệp xe hơi vì máy hàn MIG chính hãng giúp tạo ra các mối hàn thực sự chắc chắn. Do đó, MIG có hiệu suất cao cao trong xây dựng, ngành hàng hải, chế tạo người máy và thiết kế xây dựng thương hiệu.
Sản phẩm của phương pháp hàn
Hàn MAG gần tương tự với hàn MIG ở khí sử dụng và dây bù. Đây là chiêu thức hàn bán tự động hóa có dây dù. Thay vì sử dụng khí trơ thì hàn MIG sử dụng khí bảo vệ là khí hoạt hóa (khí CO2, Argon trộn Oxy hoặc Hydro).
- Năng suất cao.
- Mối hàn đẹp ít cong vênh, ít bị sỉ.
- Dễ tự động hóa.
- Hàn được những mối hàn dài mà không xẩy ra ngắt quãng.
- Chi phí hàn rẻ vì sử dụng đa phần là khí CO2.
- Không yên cầu kỹ thuật hàn cao.
- Không phát sinh khí độc trong thời gian hàn.
- Ứng dụng thấp, thường chỉ sử dụng để hàn nhiều chủng loại thép kết cấu có hàm lượng Cac-bon thấp và trung bình.
- Góc hàn không đa dạng như hàn TIG và hàn que.
- Khi hàn bị bắn tóe, chiều sâu ngấu ít.
- Chất lượng của mối hàn hoàn toàn có thể bị ảnh hưởng bởi vận tốc gió xung quanh. Vì thế cũng không nhiều được sử dụng để hàn những công trình.
Ví dụ về phương pháp hàn
1. Bản chất
Nấu chảy sắt kẽm sắt kẽm kim loại rót vào khuôn, sắt kẽm kim loại lỏng kết tinh
Khi nguội sản phẩm có hình dạng kích cỡ của lòng khuôn đúc .
2. Ưu điểm yếu kém của công nghệ tiên tiến chế tạo phôi bằng phương pháp đúc
Đúc được tất cả những sắt kẽm kim loại và hợp kim khác nhau.
Đúc được những vật có khối lượng rất nhỏ và rất lớn. Có thể đúc những vật có khối lượng từ vài gam tới vài trăm tấn .
Tạo ra những vật có hình dạng, cấu trúc bên trong và bên phía ngoài phức tạp .
Nhiều giải pháp đúc văn minh có độ đúng mực và hiệu suất rất cao .
Tạo ra những khuyết tật như rỗ khí, rỗ xỉ, không điền đầy lòng khuôn, vật đúc bị nứtCác khuyết tật thường gặp khi đúc
3. Công nghệ sản xuất phôi bằng phương pháp đúc trong khuôn cát
Quá trình đúc tuân theo những bước :
Bước 1– Chuẩn bị mẫu và vật tư làm khuôn.
Mẫu : làm bằng gỗ hoặc nhôm
Vật liệu làm khuôn : Cát ( 70-80 % ), Chất dính kết ( 10-20 % ), nước
Bước 2– Tiến hành làm khuôn.
Bước 3– Chuẩn bị vật tư nấu.
Bước 4– Nấu chảy và rót sắt kẽm kim loại lỏng vào khuôn.
Vật đúc sử dụng ngay được gọi là chi tiết đơn cử đúc .
Vật đúc phải qua gia công cắt gọt gọi là phôi đúc .
Phương pháp hàn là gì
Đây là phương pháp hàn sử dụng nguồn nhiệt từ hồ quang cháy giữa dây điện cực rắn được cấp liên tục trải qua một bộ dây cú tốc không đổi. Sau đó kim loại bị nóng chảy hình thành nên vùng hàn, và vùng hàn được bảo vệ bởi luồng khí trơ Mig hoặc luồng khí hoạt tính Mag.
Máy hàn Mig sử dụng điện cực trên dây được cấp tự động với vận tốc chọn trước không đổi. Vòng cung được tạo thành bởi dòng điện giữa sắt kẽm kim loại và dây, làm nóng chảy dây sẽ tạo các mối hàn đẹp, có tính nghệ thuật và thẩm mỹ cao và không nên phải gia công lại.
Phương pháp hàn Mag hay còn được gọi là hàn dây cũng tương tự như với quy trình tiến độ hàn Mig, tuy nhiên chiêu thức hàn Mag không cần khí bảo vệ, không dừng lại ở đó dây thông lượng được sử dụng để bảo vệ hồ quang từ ô nhiễm.
Phương pháp hàn Mag được ứng dụng phổ cập trong nghành thiết kế xây dựng vì có vận tốc hàn cao, có thể hàn được ngoài trời trong điều kiện kèm theo gió hoặc trên mặt phẳng vật liệu bẩn.
Ứng dụng của phương pháp hàn
3.1 Hàn que/hàn điện là gì?:
Tìm hiểu giải pháp hàn que, ưu điểm của hàn que
Phương pháp hàn ứng dụng nguồn hồ quang được tạo nên bởi que hàn, làm nóng chảy kim loại hàn và liên kết chúng lại với nhau.
3.2 Ưu điểm và ứng dụng của giải pháp hàn que
Đây là phương pháp hàn khá đơn giản, không nhu yếu anh em phải có kỹ thuật cao để đã có được mối hàn đẹp. Do đó, hàn que điện tử hoàn toàn hoàn toàn có thể hàn được hầu hết những kim loại dày hay mỏng mảnh và được ứng dụng nhiều trong nghành nghề dịch vụ hàn dân dụng.
3.3 Cách hàn điện đẹp
Một số cách hàn que đẹp đồng đội có thể tham khảo
Dưới đấy là một số ít cách hàn que đẹp mà đồng đội có thể tìm hiểu thêm để mối hàn thành phẩm có độ ngấu tốt và sáng bóng.
– Điều chỉnh cường độ dòng hàn thích hợp
Một Một trong các phương pháp hàn điện đẹp là kiểm soát và kiểm soát và điều chỉnh cường độ dòng hàn của máy hàn. Nếu cường độ hàn quá thấp sẽ khiến cho quy trình hàn bị dính que, mối hàn ngậm xỉ và không còn độ ngấu tốt. Cường độ dòng hàn quá cao có thể gây bắn tóe và thủng vật hàn. Do đó, đồng đội phải điều chỉnh cường độ dòng hàn tương thích với vật tư hàn.
– Lựa chọn que hàn phù hợp
Que hàn sẽ ảnh hưởng trực tiếp đến chất lượng của mối hàn. Que hàn không tương thích hoàn toàn có thể làm thủng vật tư hàn. Vì vật, bạn bè hãy lựa chọn que hàn dựa vào độ dày của vật tư hàn, vật hàn càng dày thì đường kính que càng lớn.
Bên cạnh đó, chất lượng que cũng tác động tới độ đẹp của mối hàn. Một số que hàn bị ẩm, vỡ lớp thuốc bọc trong thời gian dữ gìn và bảo vệ và luân chuyển nên bạn bè cần kiểm tra, sấy khô que trước khi hàn.
Không phải anh em đứng tại vị trí bất kể nào cũng xuất hiện thể cho ra một mối hàn đẹp mà nên phải đo lường và thống kê một khoảng cách thích hợp giữa que hàn và vật hàn. Nếu khoảng chừng cách quá gần hoàn toàn có thể gây dính que, khoảng cách quá xa sẽ không gây được hồ quang hàn. Tuy nhiên, để căn chỉnh được một khoảng cách que hàn chuẩn cũng yên cầu người thợ hàn có kỹ thuật và kinh nghiệm tay nghề nhất định.
Blog -Chim Vàng Anh Giá Bao Nhiêu – Chim Vàng Anh Có Đặc Điểm Gì
5 Năm Rưỡi Bằng Bao Nhiêu Tháng – 2/3 Năm = Tháng
45 Là Bao Nhiêu Tiền Việt – 45€ Là Bao Nhiêu Tiền Việt
4 Ngày Bằng Bao Nhiêu Giờ – 4 Ngày Bằng Bao Nhiêu Giờ Phút Giây
3 25 Giờ Bằng Bao Nhiêu Phút – 1/5 Giờ Bằng Bao Nhiêu Phút
2Dm3 Bằng Bao Nhiêu M3 – 1 Dm3 Bằng Bao Nhiêu Kg
1Kg Sắt Bao Nhiêu Tiền – Bảng Giá Sắt Vụn